
Exemple 1 : ronde de monnaie

Exemple 2 : pièce de monnaie/médaille

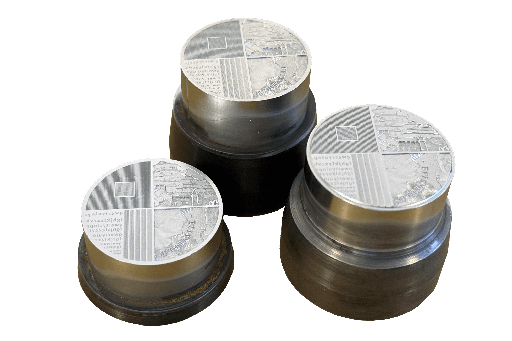
Exemple 3 : Poinçon
Exemple 4 : marchandises en vrac
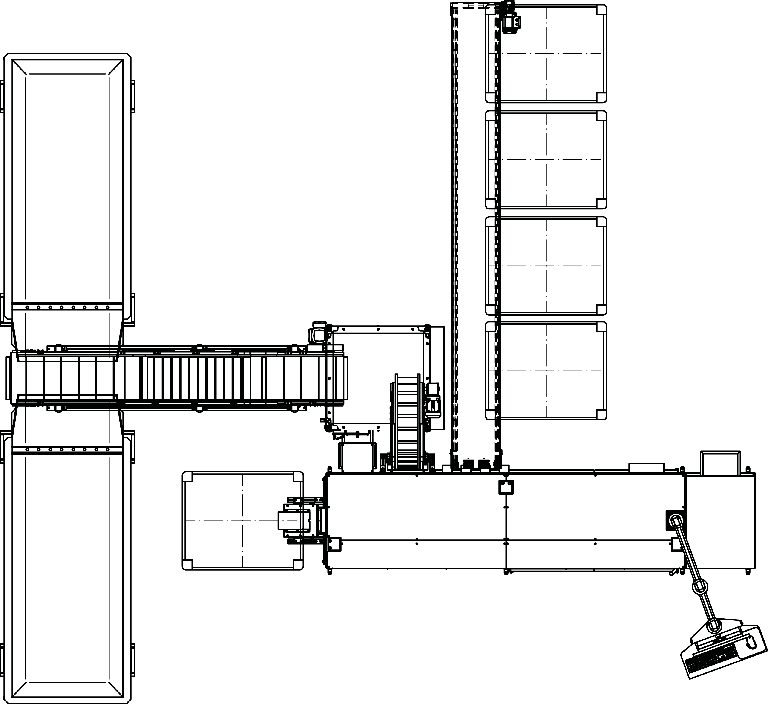
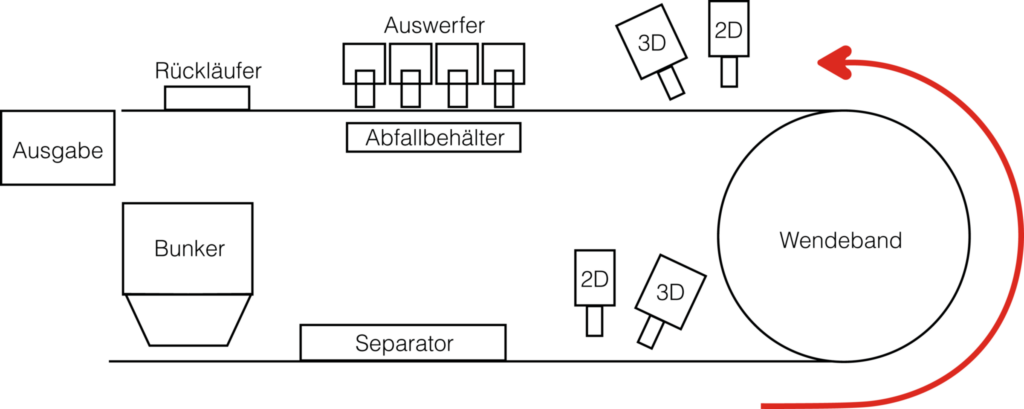
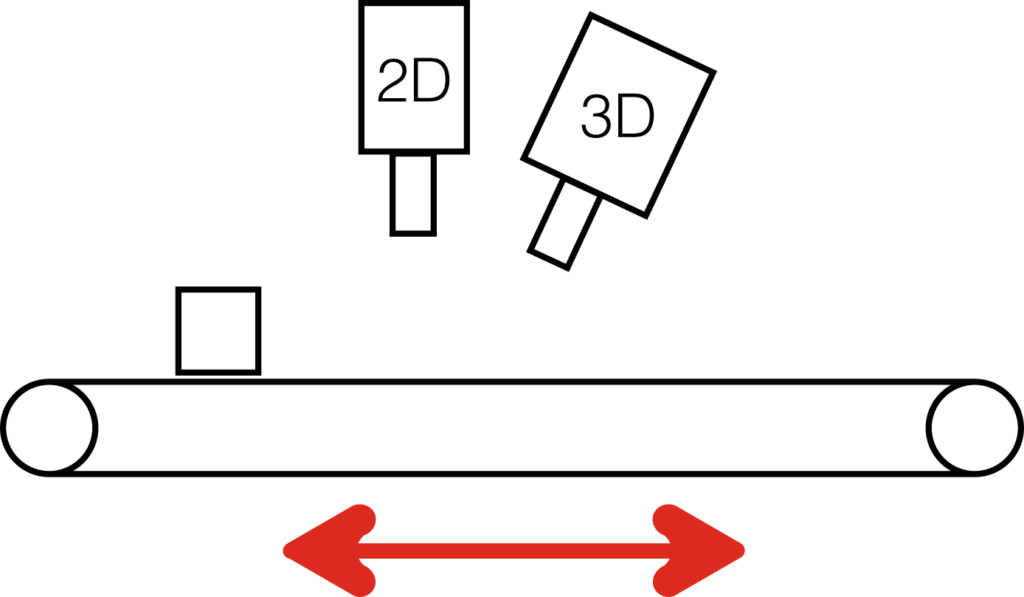
Exemple 5 : Système tandem pour produits en vrac
Exemple 6 : Produits en vrac, y compris contrôle de la dureté du matériau