Die casting industry
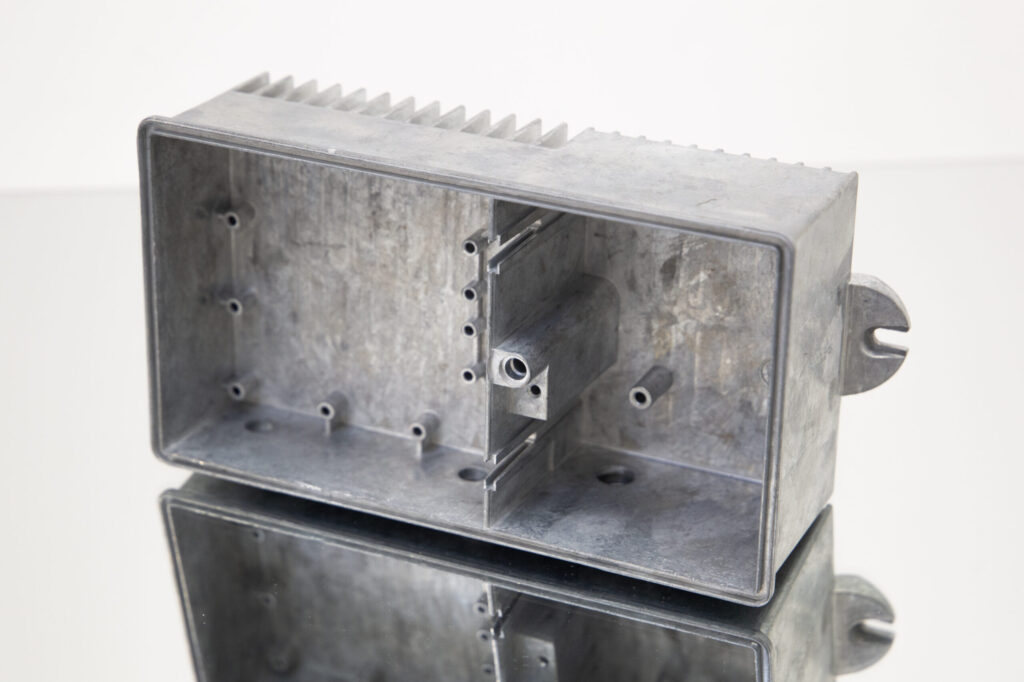
Die-cast parts usually have a very uniform and high-quality surface. After the casting and punching process, only slight deburring is usually necessary. Due to the low burr formation and the comparatively soft materials such as aluminum or zinc alloys, these workpieces can be vibratory finished particularly efficiently – with short processing times and very good results.

Centrifugal systems
Our centrifugal systems are particularly suitable for small, delicate workpieces in large quantities or for batch processing. The strong mass finishing effect due to high centrifugal forces ensures efficient and precise surface finishing.
Roundtub vibrators
Roundtub driers are ideal for medium-sized, sensitive components and batch processing. They are robust, low-maintenance and versatile – from deburring and edge rounding to pressure polishing of a wide variety of materials.

Throughfeed systems
Throughfeed systems are ideal for sensitive, medium-sized components in large series or line production. Thanks to synchronised workpiece feed, processing is contact-free and gentle – with consistently high efficiency.
Requirements for the processing of die-cast parts
- Deburring only
- Short processing times
- Easy and inexpensive process
- Continuous processing of large parts
- Deburring and reduction of edge sharpness
- Create targeted roughness
- Homogeneous coloring
- Precise edge rounding
- High surface quality
- Removal of slight unevenness

Typical media of the die casting industry
Plastic media KC “ultra”
- Good deburring performance
- Particularly gentle on the surface
- Durable compared to other
plastic media
Side note:
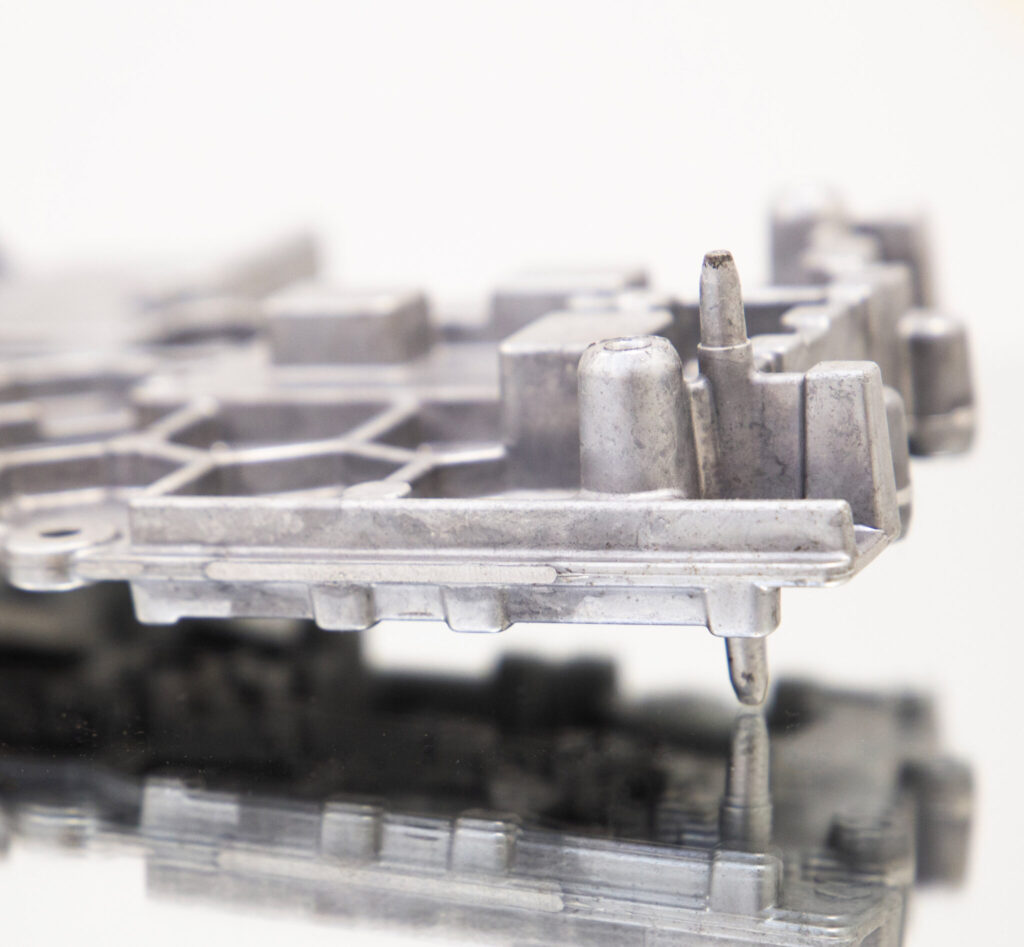
Larger grinding tools, such as the 40 pyramid, are often used for die casting machining. The reason for this is the complex geometry of the components, which can quickly lead to jamming when using smaller grinding tools.
Your Sales Contacts

FAQ
Which system is best suited for post-processing die-cast parts?
Throughfeed systems are particularly well-suited for post-processing die-cast parts. They enable a very high throughput, as secondary activities such as separating the workpieces from the grinding media take place parallel to the actual processing. This makes the entire process significantly more efficient. Another advantage lies in the gentle processing of the workpieces: unlike batch processing, the parts run through the system one after the other, which prevents mutual contact between the workpieces and improves the surface quality.
Why is only light deburring often necessary for die-cast parts?
Die casting typically produces only minimal burrs due to the process. This is primarily due to the way the liquid material – often zinc or aluminum – is processed: It is pressed under high pressure and at high speed into a precisely manufactured mold. As a result, the material completely fills the mold and forms a dense, homogeneous structure with high dimensional accuracy.
The materials used are also relatively soft, which makes removing the few burrs particularly easy. Since the mold contours are reproduced very precisely due to the high pressure, there is hardly any material fraying at the parting lines. Therefore, a quick, uncomplicated deburring process is usually sufficient to eliminate sharp edges and meet safety and functional requirements.
Which abrasives are used for die-cast parts?
For the processing of die-cast parts, predominantly large, plastic-bonded abrasive media in conical or pyramidal shapes are used. These geometries are particularly well-suited for complex components, as they are less prone to jamming and enable uniform processing.
Since die casting typically only requires light deburring, low-abrasive plastic media are employed. These are particularly gentle on the surface – an advantage many customers appreciate, as the components thus retain their optical and functional quality. The combination of gentle abrasive action and good shape adaptability makes these media the optimal choice for the efficient and material-friendly post-processing of die-cast parts.