
Example 1: Coin Blank

Example 2: Coin/Medal

Example 3: Embossing stamp
Example 4: Bulk goods
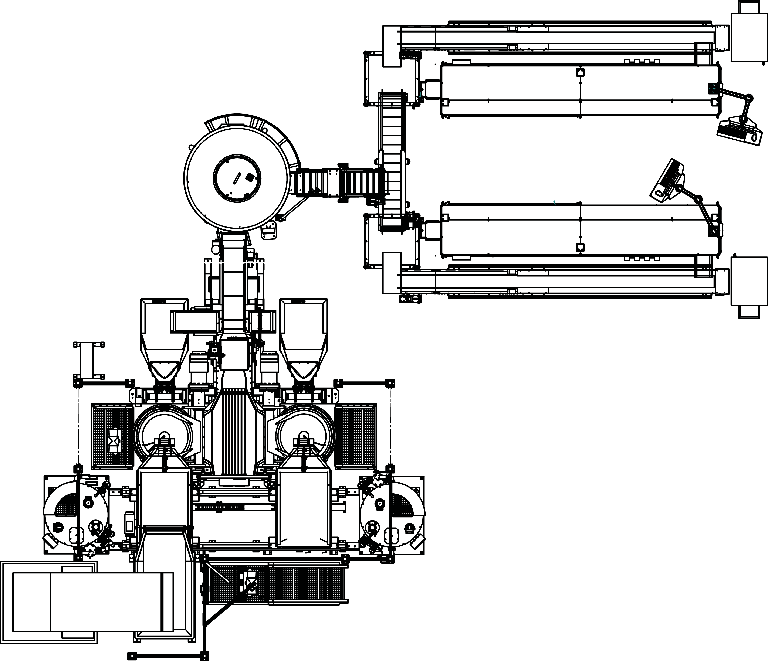
Example 5: Bulk goods tandem system
Example 6: Bulk goods, including material hardness testing